
 Jun 01, 2026
Jun 01, 2026 Contenuto
I cestelli per il trattamento termico sono dispositivi portanti utilizzati all'interno di forni industriali per contenere, organizzare e trasportare parti metalliche attraverso ricottura, tempra, cementazione e altri processi termici. La scelta migliore per la maggior parte delle applicazioni ad alta temperatura (oltre 900°C) è un cestello per fusione di leghe, in particolare un cestello per microfusione realizzato con leghe resistenti al calore come l'acciaio inossidabile di grado HH, HK o HP, che offre stabilità dimensionale, resistenza all'ossidazione e durata di servizio superiori rispetto alle alternative fabbricate.
Fusione in pezzo unico mediante fusione centrifuga o microfusione. Nessuna saldatura significa nessun punto debole. Ideale per temperature da 950°C a 1200°C. Molto utilizzato nelle linee di cementazione aerospaziali e automobilistiche.
Costruito da lamiera o barra di lega laminata e saldata. Costi iniziali inferiori ma le zone di saldatura sono vulnerabili alla fatica termica. Adatto a temperature moderate inferiori a 850°C.
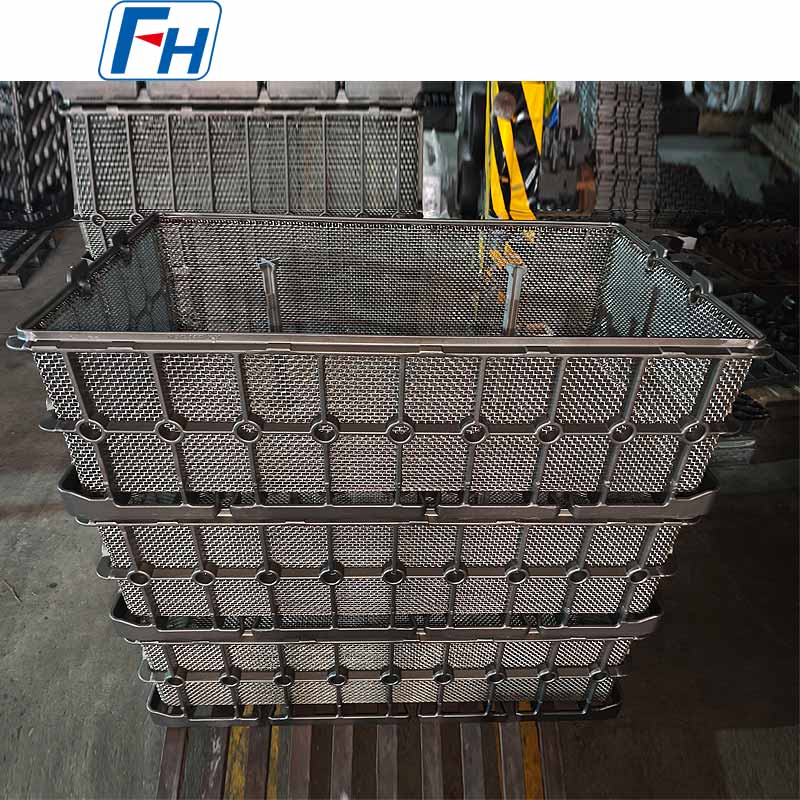
Tessuto con filo resistente al calore. Ottima circolazione del gas per forni ad atmosfera. Ideale per parti più leggere, generalmente carichi inferiori a 50 kg, a temperature inferiori a 900°C.
Progettato con caratteristiche di interblocco per l'impilamento in forni batch. Massimizza l'utilizzo del volume del forno. Spesso combinato con una struttura in lega fusa per un uso a lungo termine.
La selezione dei materiali è la decisione relativa alle specifiche di maggior impatto. La tabella seguente riassume i gradi di lega più utilizzati per la produzione di cestelli per trattamenti termici:
| Grado di lega | Temp. massima di servizio | Punto di forza chiave | Applicazione tipica |
| HH (25Cr-12Ni) | 1050°C | Buona resistenza all'ossidazione, conveniente | Ricottura, normalizzazione |
| HK (25Cr-20Ni) | 1100°C | Resistenza al creep maggiore rispetto a HH | Carburazione, nitrurazione |
| HP (35Cr-45Ni) | 1150°C | Eccellente resistenza al caldo, lunga durata | Forni ad alta temperatura sotto vuoto e atmosfera |
| HP Nb (HP modificato) | 1200°C | Stabilizzato al niobio, resistente alla fase sigma | Trattamenti termici petrolchimici, aerospaziali |
| 253MA/310S | 1100°C | Buona saldabilità, costo contenuto | Cesti confezionati, carichi leggeri |
Il dimensionamento del cestello deve essere in linea sia con le dimensioni della camera del forno che con la geometria del pezzo. I cestelli sovradimensionati causano punti caldi; Capacità dei rifiuti dei cestini sottodimensionati. Di seguito sono riportate le specifiche standard comuni:
Il dibattito tra fusione e fabbricazione non riguarda solo i costi, ma riguarda il costo totale di proprietà durante la vita del cestello in uno specifico ambiente termico.
Utilizza la seguente lista di controllo per restringere le tue specifiche prima di contattare un fornitore:
Anche il miglior cestello di fusione in lega si degraderà prematuramente senza un'adeguata manipolazione. Queste pratiche prolungano costantemente la durata di servizio del cestello negli studi sul campo:


Focus sulla progettazione e produzione di componenti in acciaio legato dal 2006
 Tel: 0510-83310100
Tel: 0510-83310100  E-mail: [email protected]
E-mail: [email protected]  Indirizzo dell'ufficio: Room 1105,Building 6, Jiaye Wealth Center,Wuxi, Jiangsu, P.R.China P.C.:214000.
Indirizzo dell'ufficio: Room 1105,Building 6, Jiaye Wealth Center,Wuxi, Jiangsu, P.R.China P.C.:214000. 

 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804