
 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804















I. Caratteristiche principali e sfide gravi
1. Volatilità ultra-bassa (priorità massima): I materiali per utensili devono presentare una pressione di vapore estremamente bassa in condizioni di alta temperatura e alto vuoto. Qualsiasi sostanza volatile contaminerà direttamente l'ambiente pulito all'interno del forno, si condenserà sulle pareti fredde (tipicamente camicie raffreddate ad acqua), danneggerà l'integrità del vuoto e potrebbe depositarsi sulle superfici del pezzo, portando allo scarto del prodotto (ad esempio, qualità di brasatura compromessa, ridotte della superlega).
2. Eccellente resistenza allo scorrimento alle alte temperature: I forni a vuoto sono comunemente utilizzati per la lavorazione di pezzi di alto valore (ad esempio componenti aerospaziali, stampi per utensili) a temperatura estremamente elevata (fino a 1300°C o addirittura 2200°C e oltre). Gli utensili devono mantenere la capacità di carico a lungo termine senza deformazioni significative a queste temperature.
3. Stabilità chimica e pulizia superiori: I materiali stessi devono essere altamente puri, privi di impurità a basso punto di fusione (ad esempio zinco, cadmio, piombo). Le superfici devono essere pulite, senza residui di olio, umidità o ossidi, che volatilizzano violentemente nel vuoto.
4. Elevate prestazioni di radiazione termica: In un ambiente sotto vuoto, il trasferimento di calore si basa quasi interamente sulla radiazione. Pertanto, le condizioni superficiali (emissività) e la progettazione strutturale dei materiali degli utensili sono fondamentali per garantire un riscaldamento uniforme dei pezzi.
5. Coefficiente di dilatazione termica (CTE): Le differenze nella dilatazione termica tra gli utensili e i pezzi da lavorare durante i cicli di riscaldamento e raffreddamento generano stress, che può causare la deformazione del pezzo o danni agli utensili.
II. Selezione dei materiali principali
La selezione dei materiali per le attrezzature del forno a vuoto è fondamentale per la sua progettazione e determina il successo o il fallimento del processo.
1. Grafite
2. Molibdeno e tungsteno
3. Leghe metalliche refrattarie (come TZM: lega titanio-zirconio-molibdeno)
4. Ceramica
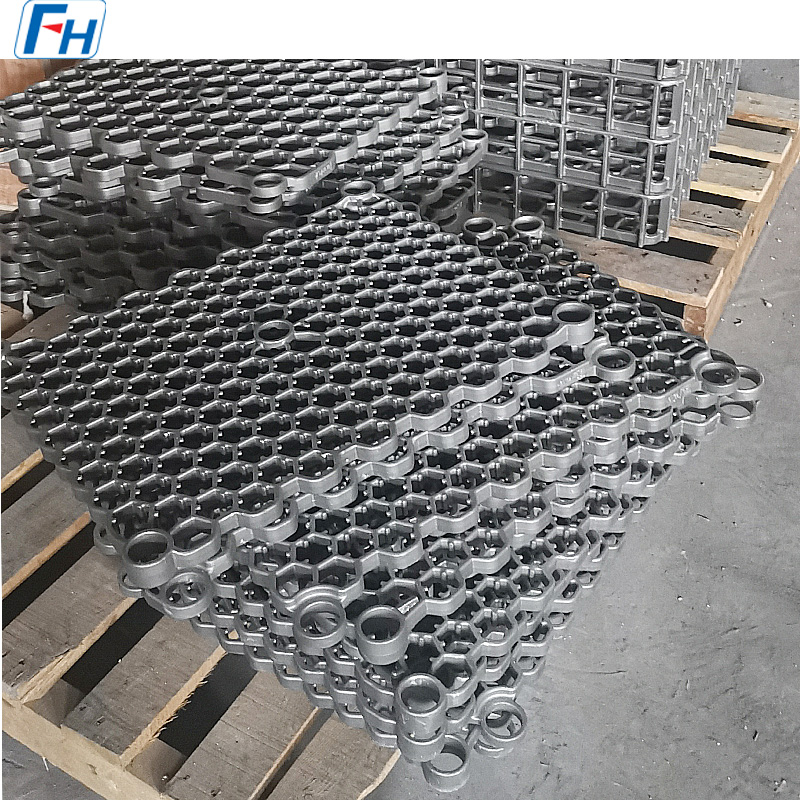
5. Leghe ad alta temperatura (come Inconel 600/601/617, Haynes 230, SCH42)
III. Sommario
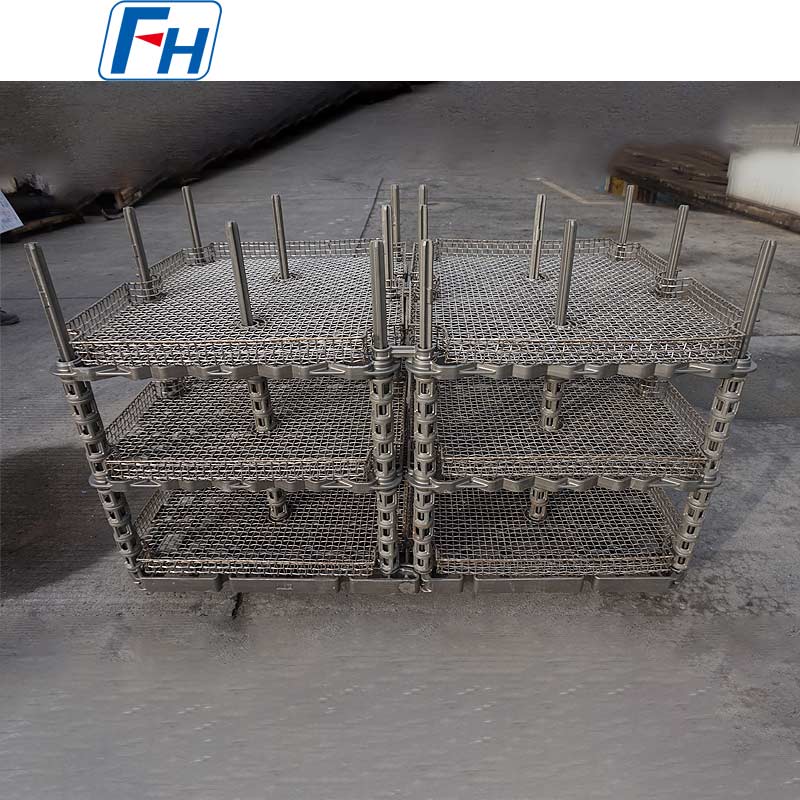
Le attrezzature per forni a vuoto rappresentano l'interfaccia critica che collega l'ambiente di processo ad altissima purezza con prodotti ad alte prestazioni. Non sono semplici supporti fisici ma sono guardiani della purezza del processo, modellatori del campo termico e garanti della precisione del pezzo.
La logica fondamentale per la loro selezione e progettazione è: fare un compromesso tra grafite (economica, ad alta temperatura), metalli refrattari (temperatura molto elevata, elevata purezza), ceramica (ultra pulita, inerte) e leghe speciali (strutture complesse, temperatura media), in base alla temperatura di processo, al materiale del pezzo (sensibilità al carbonio) e ai requisiti di pulizia.
Investire in attrezzature per forni a vuoto correttamente progettato e mantenute è un prerequisito necessario per garantire il successo di trattamenti termici ad alto valore aggiunto in settori quali quello aerospaziale, dei semiconduttori e degli utensili da taglio di alta qualità. Rappresenta una profonda comprensione e padronanza dei limiti dei materiali e dei processi.
Tabella dei gradi dei materiali:
| Acciaio resistente al calore | |||||||||||||
| / | GB | DIN | ASTM | JIS | Composizione chimica (%) | Temperatura massima di funzionamento | |||||||
| C | Sì | Mn | Cr | Ni | Nb/Cb | Mo | Altro | ||||||
| 1 | ZG40Cr27Ni4 | 1.4823 | HD | SCH11 | 0,30 - 0,50 | ≤2,00 | ≤1,00 | 24:00 - 28:00 | 4.00 - 6.00 | - | ≤0,50 | - | 1050 ℃ |
| 2 | ZG40Cr22Ni10 | 1.4826 | HF | SCH12 | 0,30 - 0,50 | 1.00 - 2.50 | ≤2,00 | 19:00 - 23:00 | 8.00 - 12.00 | - | ≤0,50 | - | 950 ℃ |
| 3 | ZG30Cr28Ni10 | - | LUI | SCH17 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26:00 - 30:00 | 8.00 - 11.00 | - | - | - | 1050 ℃ |
| 4 | ZG40Cr25Ni12 | 1.4837 | HH | SCH13 | 0,30 - 0,50 | 1.00 - 2.50 | ≤2,00 | 24:00 - 27:00 | 11:00 - 14:00 | - | ≤0,50 | - | 1050 ℃ |
| 5 | ZG30Cr28Ni16 | - | Ciao | SCH18 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26:00 - 30:00 | 14:00 - 18:00 | - | - | - | 1100 ℃ |
| 6 | ZG40Cr25Ni20Si2 | 1.4848 | Hong Kong | SCH21 | 0,30 - 0,50 | ≤1,75 | ≤1,50 | 23:00 - 27:00 | 19:00 - 22:00 | - | ≤0,50 | - | 1100 ℃ |
| 7 | ZG30Cr20Ni25 | - | HN | SCH19 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 19:00 - 23:00 | 23:00 - 27:00 | - | - | - | 1100 ℃ |
| 8 | ZG40Cr19Ni39 | 1.4865 | HU | SCH20 | 0,35 - 0,75 | ≤2,50 | ≤2,00 | 17:00 - 21:00 | 37:00 - 41:00 | - | - | - | 1020 ℃ |
| 9 | ZG40Cr15Ni35 | 1.4806 | HT | SCH15 | 0,35 - 0,70 | ≤2,00 | ≤2,00 | 15:00 - 19:00 | 33:00 - 37:00 | - | ≤0,50 | - | 1000 ℃ |
| 10 | ZG40Cr25Ni35Nb | 1.4852 | HPCb | SCH24Nb | 0,30 - 0,50 | ≤2,00 | ≤2,00 | 24:00 - 28:00 | 33:00 - 37:00 | 0,80 - 1,80 | ≤0,50 | - | 1100 ℃ |
| 11 | ZG40Cr19Ni39Nb | 1.4849 | - | - | 0,30 - 0,50 | 1.00 - 2.50 | ≤2,00 | 18:00 - 21:00 | 36:00 - 39:00 | 1,20-1,80 | ≤0,50 | - | 1100 ℃ |
| 12 | ZG40Cr24Ni24Nb | 1.4855 | - | - | 0,30 - 0,50 | 1.00 - 2.50 | ≤2,00 | 23:00 - 25:00 | 23:00 - 25:00 | 0,80 - 1,80 | ≤0,50 | - | 1050 ℃ |
| 13 | ZG40Cr25Ni35 | 1.4857 | HP | SCH24 | 0,35 - 0,50 | 1.00 - 2.50 | ≤2,00 | 24:00 - 28:00 | 33:00 - 37:00 | - | ≤0,50 | - | 1100 ℃ |
| 14 | ZG1Cr20Ni32Nb | 1.4859 | - | - | 0,06 - 0,15 | 0,50 - 1,50 | ≤2,00 | 19:00 - 21:00 | 31:00 - 33:00 | 0,50 - 1,50 | ≤0,50 | - | 1050 ℃ |
| 15 | ZG45Cr12Ni60 | - | HW | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 10:00 - 14:00 | 58:00 - 62:00 | - | - | - | 1100 ℃ |
| 16 | ZG45Cr18Ni66 | - | HX | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 15:00 - 19:00 | 64.00 - 68.00 | - | - | - | 1100 ℃ |
| 17 | ZG1Cr28Co50 | 2.4778 | - | - | 0,05 - 0,25 | 0,50 - 1,00 | ≤1,50 | 27:00 - 30:00 | ≤1,00 | ≤0,50 | ≤0,50 | Co:48.0 - 52.0 | 1200 ℃ |
| 18 | ZG30Cr28Co50Nb | 2.4779 | - | - | 0,25 - 0,35 | 0,50 - 1,50 | 0,50 - 1,50 | 27:00 - 29:00 | - | 1,50 - 2,50 | ≤0,50 | Co:48.0 - 52.0 | 1200 ℃ |
| 19 | ZG40Cr28Ni48W5 | 2.4879 | - | SCH42 | 0,35 - 0,55 | 1.00 - 2.00 | ≤1,50 | 27:00 - 30:00 | 47.00 - 50.00 | - | ≤0,50 | W:4.0 - 5.5 | 1200 ℃ |
Domande frequenti:
D: Vieni a fornire una richiesta?
A: Passaggio 1, fornire alcuni dettagli sul forno, sulla temperatura operativa, sul metodo di raffreddamento, sul peso di caricamento del forno e così via;
Passaggio 2, è meglio fornire disegni 3D;
Passaggio 3, quando disponiamo di dettagli sufficienti, possiamo progettare i disegni dei prodotti e quotarli di conseguenza;
D: Quando posso ottenere il prezzo?
R: Di solito citiamo entro 24 ore dalla ricezione della richiesta (eccetto fine settimana e festivi). Se hai molta urgenza di conoscere il prezzo, inviaci un'e-mail o contattaci in altri modi in modo che possiamo proporre un preventivo.
D: Quando effettuerà la consegna? /Qual è il tempo di consegna?
R: -Ordine del campione: 35 giorni dal ricevimento del pagamento completo.
-Ordine in magazzino: 10 giorni dal ricevimento del pagamento completo
-Ordine OEM: 30 giorni dal ricevimento del deposito.
D: qual è il vostro servizio post-vendita?
A: 1 anno di garanzia per tutti i tipi di prodotti;
Se trovi accessori difettosi per la prima volta, ti forniremo gratuitamente le nuove parti da sostituire nell'ordine successivo. In qualità di produttore esperto, puoi essere certo della qualità e del servizio post-vendita.
D: Qual è la condizione di pagamento?
R: T/T
Pagamento <=USD 10000, 100% in anticipo. Pagamento>USD 10000, 50% T/T in anticipo, saldo prima della spedizione.
D: Qual è il metodo di spedizione?
A: Trasportato tramite DHL, UPS, EMS, Fedex, trasporto aereo, trasporto marittimo o trasporto ferroviario.






 Tel: 0086-510-88331288
Tel: 0086-510-88331288  E-mail:
E-mail:  Indirizzo dell'ufficio: Stanza 1105, Edificio 6, Jiaye Wealth Centre, Wuxi, Jiangsu, Repubblica Popolare Cinese Codice postale: 214000.
Indirizzo dell'ufficio: Stanza 1105, Edificio 6, Jiaye Wealth Centre, Wuxi, Jiangsu, Repubblica Popolare Cinese Codice postale: 214000. 