
 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804














I. Attrezzature per forni continui
Le attrezzature per forni continui sono dispositivi di trasporto e trasporto specializzati progettati per linee di produzione di trattamento termico continuo, come forni a nastro a rete, forni a nastro a maglie fusa, forni a suola a rulli, forni a spinta e forni a suola rotante. La loro caratteristica distintiva è che si integrano con il forno, muovendosi continuamente o passo passo durante la produzione, consentendo la completa automazione del processo di trattamento termico.
A differenza delle attrezzature per forni batch (ad esempio, per forni multiuso), le attrezzature per forni continui fungono da "nastro trasportatore" e "postazione di lavoro mobile" della linea di produzione. La loro progettazione deve essere perfettamente adattata al tipo di forno, ai metodi di riscaldamento/raffreddamento e ai meccanismi di azionamento.
II. Principali tipi di forni continui e loro attrezzature corrispondenti
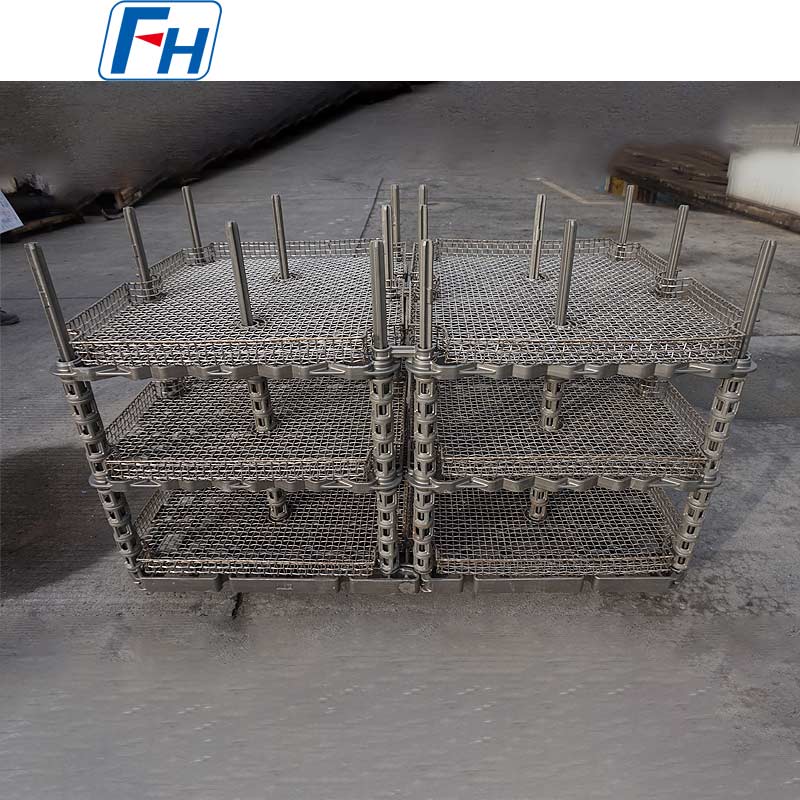
1. Forno a nastro a rete
01. Trasportatore-attrezzatura integrato: il nastro a rete stesso è l'attrezzatura principale.
02. Materiale: tipicamente tessuto o stampato da filo di acciaio ad alta resistenza e resistente al calore come AISI 314, 330.
03. Punti chiave della progettazione:
- Permeabilità: la dimensione della maglia deve garantire il flusso atmosferico e la penetrazione del quentant, evitando al tempo stesso la caduta di piccole parti.
- Anti-Cedimento e Anti-Tracciamento: deve rimanere piatto sotto carichi ad alta temperatura, con design dei bordi per evitare disallineamenti.
- Flessibilità e resistenza: deve piegarsi sulle ruote motrici mentre sostiene i carichi all'interno del forno.
04. Applicazioni: tempra in grandi volumi, cementazione, rinvenimento di piccole parti standard, componenti di cuscinetti, elementi di fissaggio, ecc.
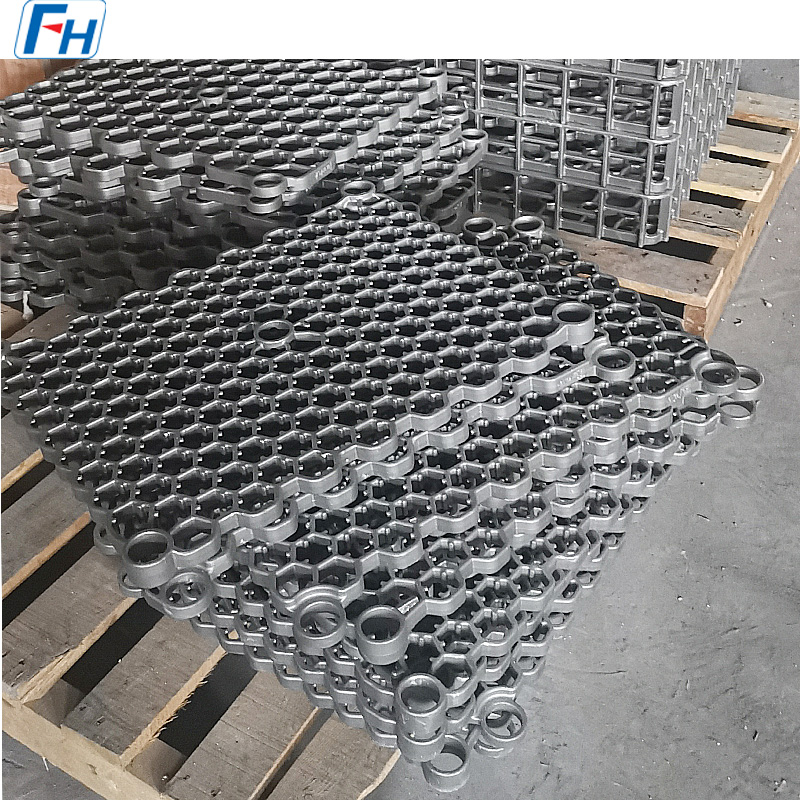
2. Forno a nastro fuso
01. Dispositivo: composto da innumerevoli maglie di acciaio fuso resistente al calore collegate in serie, formando un robusto "cingolo".
02. Caratteristiche: Capacità di carico estremamente elevata, di gran lunga maggiore rispetto ai nastri a rete. Adatto per parti più pesanti come componenti automobilistici, bielle, utensili.
03. Punti chiave della progettazione: Link design must ensure flexible connection, good ventilation, and high strength. A heavy-duty option alongside pusher furnaces.
3. Forno a spinta
01. Sìstema di fissaggio: un sistema di precisione costituito da vassoi (o barche) e binari.
02. Vassoi: trasportano i pezzi, spinti in avanti passo dopo passo sulle rotaie da spintori idraulici o meccanici.
03. Binari: sostengono le teglie e guidano il loro movimento all'interno del forno.
04. Design Core - "Sistema vassoio/binario":
- Materiali: i vassoi utilizzano comunemente AISI 330, 310; le rotaie utilizzano tubi RA330, RA253MA o centrifugati.
- Progettazione della coppia di attrito: questo è fondamentale! Le superfici di contatto tra i piedini del vassoio e le guide devono essere resistenti all'usura e antigrippaggio. Spesso utilizza accoppiamenti di materiali diversi (ad esempio, lega di qualità superiore per i piedini del vassoio), rivestimenti speciali o design con rulli/cursori per ridurre l'attrito.
- Stabilità: il rapporto lunghezza-larghezza del vassoio deve essere ragionevole per evitare "inceppamenti" o "ribaltamenti" durante la spinta.
05. Applicazioni: cementazione, tempra, ricottura di prodotti di alto valore e ad alto volume come ingranaggi, anelli di cuscinetti, pezzi fucinati di grandi dimensioni.
4. Forno a suola a rulli
01. Attrezzatura: i pezzi vengono solitamente posizionati direttamente sui rulli rotanti o su piastre di scorrimento azionate dai rulli.
02. Rulli: essi stessi sono alberi rotanti in acciaio resistente al calore, che fungono da meccanismo di trasporto.
03. Piastre di protezione: utilizzate per proteggere i rulli o trasportare pezzi speciali.
04. Vantaggi: Il pezzo è fermo rispetto all'"attrezzatura", senza attrito. Ideale per parti che richiedono un'elevata finitura superficiale o soggette a graffi (ad esempio, lamiere di acciaio inossidabile, lamiere di acciaio al silicio, parti di precisione).
05. Punti chiave della progettazione: La rettilineità dei rulli, la sincronizzazione e la resistenza alla flessione alle alte temperature sono cruciali.
5. Forno a focolare rotante
01. Attrezzatura: il focolare stesso del forno è una grande piattaforma rotante. I pezzi vengono generalmente posizionati direttamente sul focolare o utilizzano semplici blocchi/supporti di posizionamento.
02. Vantaggi: Molto flessibile per la lavorazione di pezzi singoli di grandi dimensioni o lotti misti con cicli di processo variabili.
03. Punti chiave della progettazione: Hearth sealing is critical. Fixture design is relatively simple but must consider positioning stability under hearth thermal distortion.
III. Riepilogo
Gli impianti per forni continui costituiscono la base fluida del processo. Non sono più strumenti ausiliari statici ma un’incarnazione integrata della dinamica della linea di produzione, della termodinamica e della scienza dei materiali. La loro progettazione deve partire da un'ottica di “compatibilità di sistema”, considerando complessivamente:
- Il Tipo di forno determina la forma base dell'attrezzatura (nastro a rete, vassoio, rullo).
- Il processo determina il materiale e la struttura dell'apparecchio (temperatura, atmosfera, metodo di raffreddamento).
- Il volume di produzione determina la capacità di carico e i requisiti di durabilità dell'attrezzatura.
Gli impianti per forni continui di successo devono funzionare in modo affidabile, ad un ritmo elevato e per periodi prolungati in condizioni difficili. Sono l'ancora di salvezza che garantisce la continuità, l'economicità e la coerenza della qualità della produzione di trattamenti termici automatizzati su larga scala. Investire e mantenere questa "ancora di salvezza" è un compito fondamentale nella moderna produzione di trattamenti termici.
Tabella dei gradi dei materiali:
| Acciaio resistente al calore | |||||||||||||
| / | GB ( 中 ) | DIN ( 德 ) | ASTM ( 美 ) | JIS ( 日 ) | Composizione chimica (%) | Temperatura massima di funzionamento | |||||||
| C | Si | Mn | Cr | Ni | Nb/Cb | Mo | Altro | ||||||
| 1 | ZG40Cr27Ni4 | 1.4823 | HD | SCH11 | 0,30 - 0,50 | ≤2,00 | ≤1,00 | 24:00 - 28:00 | 4.00 - 6.00 | - | ≤0,50 | - | 1050 ℃ |
| 2 | ZG40Cr22Ni10 | 1.4826 | HF | SCH12 | 0,30 - 0,50 | 1.00 - 2.50 | ≤2,00 | 19:00 - 23:00 | 8.00 - 12.00 | - | ≤0,50 | - | 950 ℃ |
| 3 | ZG30Cr28Ni10 | - | LUI | SCH17 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26:00 - 30:00 | 8.00 - 11.00 | - | - | - | 1050 ℃ |
| 4 | ZG40Cr25Ni12 | 1.4837 | HH | SCH13 | 0,30 - 0,50 | 1.00 - 2.50 | ≤2,00 | 24:00 - 27:00 | 11:00 - 14:00 | - | ≤0,50 | - | 1050 ℃ |
| 5 | ZG30Cr28Ni16 | - | Ciao | SCH18 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26:00 - 30:00 | 14:00 - 18:00 | - | - | - | 1100 ℃ |
| 6 | ZG40Cr25Ni20Si2 | 1.4848 | Hong Kong | SCH21 | 0,30 - 0,50 | ≤1,75 | ≤1,50 | 23:00 - 27:00 | 19:00 - 22:00 | - | ≤0,50 | - | 1100 ℃ |
| 7 | ZG30Cr20Ni25 | - | HN | SCH19 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 19:00 - 23:00 | 23:00 - 27:00 | - | - | - | 1100 ℃ |
| 8 | ZG40Cr19Ni39 | 1.4865 | HU | SCH20 | 0,35 - 0,75 | ≤2,50 | ≤2,00 | 17:00 - 21:00 | 37:00 - 41:00 | - | - | - | 1020 ℃ |
| 9 | ZG40Cr15Ni35 | 1.4806 | HT | SCH15 | 0,35 - 0,70 | ≤2,00 | ≤2,00 | 15:00 - 19:00 | 33:00 - 37:00 | - | ≤0,50 | - | 1000 ℃ |
| 10 | ZG40Cr25Ni35Nb | 1.4852 | HPCb | SCH24Nb | 0,30 - 0,50 | ≤2,00 | ≤2,00 | 24:00 - 28:00 | 33:00 - 37:00 | 0,80 - 1,80 | ≤0,50 | - | 1100 ℃ |
| 11 | ZG40Cr19Ni39Nb | 1.4849 | - | - | 0,30 - 0,50 | 1.00 - 2.50 | ≤2,00 | 18:00 - 21:00 | 36:00 - 39:00 | 1.20-1.80 | ≤0,50 | - | 1100 ℃ |
| 12 | ZG40Cr24Ni24Nb | 1.4855 | - | - | 0,30 - 0,50 | 1.00 - 2.50 | ≤2,00 | 23:00 - 25:00 | 23:00 - 25:00 | 0,80 - 1,80 | ≤0,50 | - | 1050 ℃ |
| 13 | ZG40Cr25Ni35 | 1.4857 | HP | SCH24 | 0,35 - 0,50 | 1.00 - 2.50 | ≤2,00 | 24:00 - 28:00 | 33:00 - 37:00 | - | ≤0,50 | - | 1100 ℃ |
| 14 | ZG1Cr20Ni32Nb | 1.4859 | - | - | 0,06 - 0,15 | 0,50 - 1,50 | ≤2,00 | 19:00 - 21:00 | 31:00 - 33:00 | 0,50 - 1,50 | ≤0,50 | - | 1050 ℃ |
| 15 | ZG45Cr12Ni60 | - | HW | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 10:00 - 14:00 | 58:00 - 62:00 | - | - | - | 1100 ℃ |
| 16 | ZG45Cr18Ni66 | - | HX | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 15:00 - 19:00 | 64.00 - 68.00 | - | - | - | 1100 ℃ |
| 17 | ZG1Cr28Co50 | 2.4778 | - | - | 0,05 - 0,25 | 0,50 - 1,00 | ≤1,50 | 27:00 - 30:00 | ≤1,00 | ≤0,50 | ≤0,50 | Co:48.0 - 52.0 | 1200 ℃ |
| 18 | ZG30Cr28Co50Nb | 2.4779 | - | - | 0,25 - 0,35 | 0,50 - 1,50 | 0,50 - 1,50 | 27:00 - 29:00 | - | 1,50 - 2,50 | ≤0,50 | Co:48.0 - 52.0 | 1200 ℃ |
| 19 | ZG40Cr28Ni48W5 | 2.4879 | - | SCH42 | 0,35 - 0,55 | 1.00 - 2.00 | ≤1,50 | 27:00 - 30:00 | 47.00 - 50.00 | - | ≤0,50 | W:4.0 - 5.5 | 1200 ℃ |
Domande frequenti:
D: Come fornire una richiesta?
A: Passaggio 1, forniscici alcuni dettagli sul forno, sulla temperatura operativa, sul metodo di raffreddamento, sul peso di caricamento del forno e così via;
Passaggio 2, è meglio fornire disegni 3D;
Passaggio 3, quando disponiamo di dettagli sufficienti, possiamo progettare i disegni dei prodotti e quotarli di conseguenza;
D: Quando posso ottenere il prezzo?
A: Di solito citiamo entro 24 ore dalla ricezione della richiesta (eccetto fine settimana e festivi). Se hai molta urgenza di conoscere il prezzo, inviaci un'e-mail o contattaci in altri modi in modo che possiamo offrirti un preventivo.
D: Quando effettuerà la consegna? /Qual è il tempo di consegna?
A: -Ordine del campione: 35 giorni dal ricevimento del pagamento completo.
-Ordine in stock: 10 giorni dal ricevimento del pagamento completo
-Ordine OEM: 30 giorni dal ricevimento del deposito.
D: qual è il vostro servizio post-vendita?
A: 1 anno di garanzia per tutti i tipi di prodotti;
Se trovi accessori difettosi per la prima volta, ti forniremo gratuitamente le nuove parti da sostituire nell'ordine successivo. In qualità di produttore esperto, puoi essere certo della qualità e del servizio post-vendita.
D: Qual è la condizione di pagamento?
R: T/T
Pagamento <=USD 10000, 100% in anticipo. Pagamento>USD 10000, 50% T/T in anticipo, saldo prima della spedizione.
D: Qual è il metodo di spedizione?
A: Trasportato tramite DHL, UPS, EMS, Fedex, trasporto aereo, trasporto marittimo o trasporto ferroviario.






 Tel: 0086-510-88331288
Tel: 0086-510-88331288  E-mail:
E-mail:  Indirizzo dell'ufficio: Stanza 1105, Edificio 6, Jiaye Wealth Centre, Wuxi, Jiangsu, Repubblica Popolare Cinese Codice postale: 214000.
Indirizzo dell'ufficio: Stanza 1105, Edificio 6, Jiaye Wealth Centre, Wuxi, Jiangsu, Repubblica Popolare Cinese Codice postale: 214000. 